给料机下料控制-1
关键词:给料机 自动调整频率 PLC WINCC
给料机下料是一种常用的下料方式,给料机上面有一个称重料仓,通过重量信号,采用减料法计算下料量。
通常都是采用给料机运行前记录一个重量信号,停止后再记录一个重量信号,或者起始重量-实时重量,确定加料量。
这种方式理论上没有问题,但是遇到中间给料仓补料时,就会出现问题,发生混乱。
本系列文章对这个问题提出新的解决方案。
一、 主要控制思想
为了能够实现在下料的过程进行补料,不能每次都用初始重量-当前重量,当补料时,重量突然增加,如果用补后的重量修改初始值,也是有问题的,因为布料的同时还在下料,误差也是不能忽略的。
本算法采用间隔时间取数,用前一次的重量Wt-1和当前的重量Wt进行比较,如果Wt-1>Wt,说明正常下料,按正常统计和计算;如果Wt-1= 0 按正常下料计算:
#dWeight := #WeightValues[0] - #WeightValues[1]; //计算重量差 IF #dWeight >= 0 THEN //正常下料,没有进料 #dWeight_Record[0] := #dWeight_Record[1]; //上个间隔的下料量 #dWeight_Record[1] := #dWeight; //本间隔的下料量 #Weight_ACC_1 := #Weight_ACC_1 + #dWeight; //记录累计值 #Weight_ACC_Total := #Weight_ACC_Total + #dWeight; //记录累计值 #Speed_1 := #dWeight * #Interval_1; //计算本间隔下料速度,这个数据可以用于后面的一边进料一边下料
如果 #dWeight
ELSE //下料的同时,料仓再加料 #Weight_ACC_1 := #Weight_ACC_1 + #dWeight_Record[0]; //使用上个间隔的数据 #Weight_ACC_Total := #Weight_ACC_Total + #dWeight_Record[0]; //使用上个间隔的数据 END_IF;
三、 调用
调用方式如下:

触发脉冲:"FC1201_DB".SetMinute_3 ,根据系统运行情况调整,在保证精度的情况下,尽量取小值。
四、 运行结果
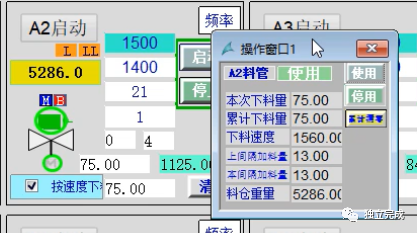
运行结果如下,按右键弹出记录窗口:
五、小结
采用这种计算方式,将重量和速度计算与给料机的控制解耦,各自独立,可以根据重量和速度对给料机进行控制。
给料机的工作原理

振动给料机是利用振动器中的偏心块旋转产生离心力,使筛厢、振动···
机械振动在生产中的应用及控制

机械振动在生活生产中的实际应用比如筛分设备、输送设备、给料设···
三合一伺服送料机在新能源锂电池铝壳自动化冲压中的关键作用解析

在新能源锂电池铝壳的精密冲压制造中,实现高效率、低人工、稳定···
抓料机模拟实训设备是一个针对性很强的专业培训工具

模拟器可安全训练极限工况下的稳定性控制。防碰撞与视野训练:作···
自动化生产线亮相:关于托盘输送线的选型与应用

不同重量对应不同类型的线体,各自适合的场景也不一样,托盘输送···
技术 | 熟料转子秤的应用实践
熟料转子秤有以下特点:熟料转子秤在使用后计量偶然会出现误差。···
水泥稳定土厂拌设备水泥计量误差研究
长安大学刘洪海教授提出在稳定土厂拌设备安装调试后必须对水泥剂···
大倾角皮带机安装及维护注意事项

但皮带机的安装并不是没有精度要求,一旦出现问题,将会给之后的···
卧式螺带混合机:让物料搅拌更均匀

卧式螺带混合机具有广泛的应用范围;无论是黏性或有凝聚性的粉粒···