电子皮带秤安装调试的重要性体现在哪些方面
在工业连续计量领域,电子皮带秤的性能与精度,从来不只是由产品本身的硬件质量和设计水平单独决定的。电子皮带秤的最终表现,可以说是“一半靠产品,一半靠安装调试”。精密的传感器、先进的仪表,若缺失了科学规范的安装与精准细致的调试,其计量准确性往往大打折扣,甚至完全偏离预期。忽视安装环节,无异于亲手埋下计量失效的隐患。
一、 先天不足:劣质安装导致的“硬伤”难以弥补
电子皮带秤的秤架结构、传感器布置、速度测量都对安装环境与定位有着近乎苛刻的要求。不当安装造成的结构性问题,往往是后续难以彻底修复的“先天性缺陷”:
1. 秤架定位失准,破坏力学基础:
位置偏移: 秤架未严格安装在输送机水平、平直、张力稳定的区段。位于凹弧段、凸弧段、张力突变点附近,导致皮带张力分布不均,受力模型复杂化,严重影响称量段的计量精度。
固定不牢: 秤架支撑结构刚性不足或安装螺栓未按规范力矩紧固。皮带运行中的振动、冲击极易导致秤架微小位移或变形,造成持续的零点漂移和计量误差。
基础沉降/共振: 安装基础不稳固或与振动源(如破碎机、风机)产生共振,使秤架承受额外干扰力,破坏称重信号的稳定性。
2. 称重托辊系统失准,精度根基动摇:
同轴度超差: 称重区域托辊(包含称重托辊及前后各几组过渡托辊)未能严格调整至处于同一水平线上,高低偏差过大(>0.5mm)。这破坏了理想的“悬浮称重”状态,引入额外的摩擦力干扰。
托辊状态不良: 安装时未严格筛选或安装后未调整,使用了径向跳动大、转动不灵活的托辊。劣质托辊本身就成为误差源。
间距不当: 称重托辊间距不符合秤架设计规范要求,直接影响载荷传递效率和计量系数。

3. 皮带运行条件恶化,干扰持续存在:
张力失衡: 安装时未确保秤架前后皮带张力均衡且恒定。张力过大增加摩擦阻力;张力过小导致打滑、跑偏。
跑偏未被遏制: 未在秤架前后安装或调试好有效的皮带调心托辊/纠偏装置。持续的严重跑偏会导致皮带边缘摩擦秤架构件,产生无法忽视的干扰力。
接头问题被忽略: 未对接头质量进行检查和处理。不平整、过硬或过厚的接头经过秤架时会产生周期性冲击。
二、 后天失调:调试不精致使“潜力”无法发挥
优质的安装为稳定计量提供了基础平台,但若调试环节粗糙马虎,再好的硬件也无法展现其应有的精度潜力:
1. 零点校准敷衍了事:
未在皮带平稳运行整数圈(通常3-5圈)、空载且清洁的状态下校准。
未观察零点稳定性就匆忙结束,忽略了潜在的机械摩擦或电气干扰。
未考虑环境(温度)变化对零点的影响。
2. 间隔校准方法失当或标准器存疑:
方法选择错误: 在具备实物校准条件时,过度依赖精度相对较低的链码或挂码进行标定,尤其对于大流量、长距离皮带秤。
标准器精度不足或状态不良: 使用的链码/挂码未经定期检定或存在磨损、锈蚀;实物称重设备(静态秤)精度不够或未正确使用。
载荷分布模拟失真: 链码/挂码铺设未能有效模拟真实物料的载荷分布状态(尤其是宽皮带),导致系统误差。
3. 参数设置错误:
关键参数录入错误: 皮带周长、速度单位、秤架系数(杠杆比/传感器量程组合)、额定流量等核心参数输入错误或单位混淆。
滤波参数设置不当: 为追求显示“稳定”,过度设置滤波参数(如时间常数过大),牺牲动态响应速度,导致瞬时流量滞后严重,累计量在启停或流量变化时偏差大。
标定操作不规范: 未严格按照仪表操作手册步骤执行校准流程,导致参数调整错误或校准无效。
4. 信号与干扰问题未排除:
传感器接线错误、屏蔽不良、接地不可靠等问题在调试阶段未能发现和解决。
信号电缆与动力电缆同槽敷设或平行过长,引入电磁干扰未被识别和处理。
三、 规范安装调试:释放设备性能的必由之路
要规避上述风险,确保电子皮带秤发挥预期性能,必须将规范化的安装调试视为与设备选型同等重要的环节:
1. 严格选址与基础准备: 依据相关行业标准和制造商规范,精心选择安装位置,确保基础坚固、水平。
2. 精密安装与机械校调: 使用专业工具(激光水准仪、拉力计等),确保秤架定位精准、固定牢靠;托辊同轴度(≤0.5mm)、间距、水平度严格达标;皮带张力均衡适中,跑偏有效控制。
3. 系统化电气连接: 遵循规范布线,信号电缆屏蔽层单点可靠接地,远离干扰源。
4. 科学严谨的调试流程:
预检: 全面机械检查、电气通路测试、参数核对。
零点校准: 严格要求,多次确认稳定性。
间隔校准: 优选实物法,规范使用链码/挂码,关注载荷模拟真实性。校准后严格验证。
参数设定复核: 多人校对关键参数。
试运行与数据记录: 在不同流量下试运行,记录分析流量曲线、累计量,评估动态性能。
5.专业团队保障: 安装调试应由经验丰富、经过专业培训的技术人员或制造商授权工程师执行。
一流的电子皮带秤产品,仅仅是具备了实现高精度计量的“基因”。真正将这些潜能转化为稳定可靠的计量数据,则完全依赖于一丝不苟的安装规范和精湛细致的调试工艺。轻视安装调试,就如同将精密的仪器置于不适合的环境下——再好的核心部件也无法凑效。这就要求客户在产品品选型的同时,同等重视并投入资源保障安装调试的专业性、规范性,才能确保皮带秤系统真正成为生产线物料计量的准确可靠装置。
给料机的工作原理

振动给料机是利用振动器中的偏心块旋转产生离心力,使筛厢、振动···
皮带自动采样机有哪几种类型?

根据采样位置、结构形式及功能特点,皮带自动采样机主要分为皮带···
定向钻机井上和井下信息实时交互系统
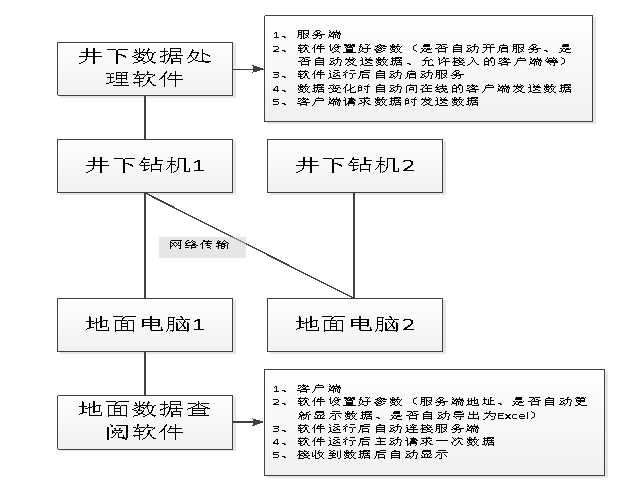
某矿自定向钻机使用定向钻机以来,定向钻进轨迹数据、钻机运转情···
有机肥半湿物料粉碎机粉碎物料的特点?

半湿物料粉碎机多用于有机肥生产加工环节,粉碎鸡粪、腐殖酸纳等···
高精度智列式皮带秤主要由五部分组成

高精度智列式皮带秤1、1-8组icszl型智列式皮带秤称重桥架,单托辊···
有机肥皮带输送设备与其他有机肥设备的区别表现

皮带输送机性能优点:功能定位的核心差异,是皮带输送设备与其他···
如何配置有机肥粉碎机设备?

半湿物料有机肥粉碎机链式有机肥粉碎机链式有机肥粉碎机综上,有···
螺旋给料机堵料原因大揭秘!
今天咱们就来好好唠唠螺旋给料机堵料都有哪些原因。螺旋给料机的···
皮带机安装与跑偏问题汇总
皮带机常见问题之一,就是皮带跑偏。安装的质量好坏,对皮带跑偏···